

 扫一扫
扫一扫

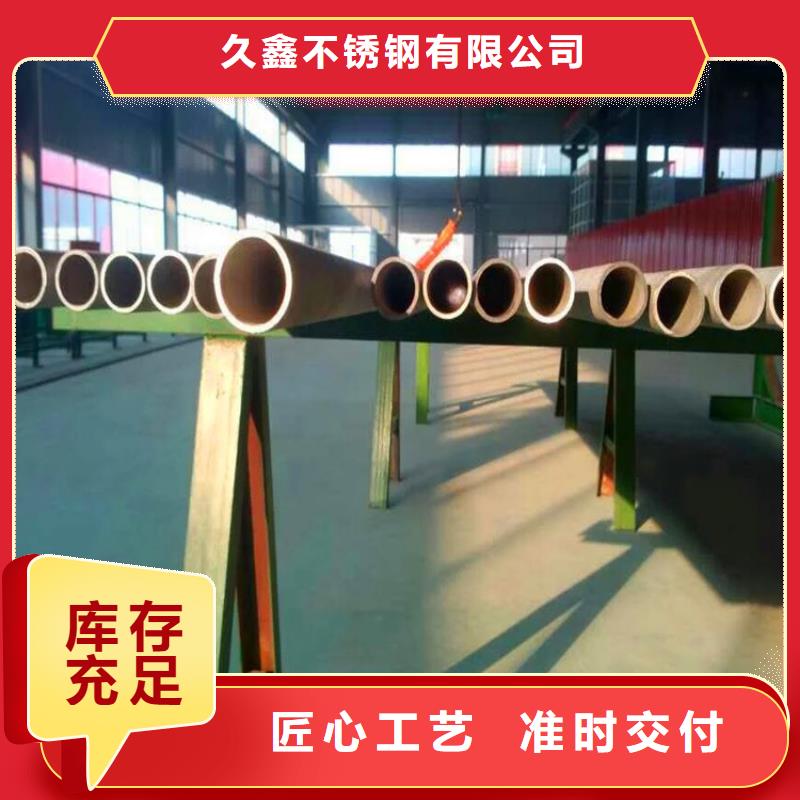
公司产品主要用于火电、核电、石油、化工、机械造船等行业。近年来“久鑫”产品名扬国内外,产品出口欧洲、美国、南美洲、中东、东南亚等地,公司生产的产品主要规格为组距¢6-762mm×0.5-50mm。我们秉承“品质、诚、管理、永远向上”的经营理念,为客户提供满意的优质产品和的服务。
温州久鑫不锈钢可提供以下产品:
产品名称:结构用不锈钢管、流体输送用不锈钢管、锅炉热交换器用不锈钢管、高压锅炉用不锈钢管、石油裂化不锈钢管、石化用不锈钢管、电力核工业用不锈钢管、食品卫生用不锈钢管、船用不锈钢管、电子洁净不锈钢管。
材 质:
304(06Cr19Ni10),304L(022Cr19Ni10),304N(06Cr19Ni10N),321(06Cr18Ni11Ti),321H(07Cr17Ni11Ti)316(06Cr17Ni12Mo2),316L(022Cr17Ni12Mo2),316LN(022Cr17Ni12Mo2N), 316Ti(06Cr17Ni12Mo2Ti),317L(022Cr19Ni13Mo3)347H(07Cr18Ni11Nb),347HFG,310S(06Cr25Ni20),S30815(253MA),S31803,S32750,S32760,S3220,N08904(904L),S31254(6Mo),N08367(6Mo), S30432,S31042,TP410,TP420,TP409,N04400, N06600, N06601, N06617, N06625, N06690, N08800,N08810, N08811, N08825, N08020, N08367.
规 格:
外径Φ6—762mm;壁厚:0.5-50mm
执行标准:
GB/T14975-2012,GB/T14976-2012,GB13296-2013,GB5310-2008,GB9948-2013,GB/T12771-2008,GB/T 21833-2008,GB/T 30059-2013;
JIS G 3463,JIS G 3459,GOST 9941;DIN2462,DIN17456,DIN17458;ASTM A789,ASTM A790 ;ASTM A312,ASTM A213,ASTM A269,ASTM A 268,ASTM A511;EN10216-5;ASME SB165,ASME SB167,ASME SB407,ASME SB423,ASME SB444,ASME SB677;



久鑫不锈钢有限公司是从事研制开发生产 防城港304不锈钢管的厂家,技术力量雄厚、产品质量,供货及时。 防城港304不锈钢管产品设计独特,结构新颖、性能可靠。
我公司愿以良好的 防城港304不锈钢管产品,周到的服务,与各界朋友真诚合作,衷心期望海内外有识之士到我公司考察指导,并开展各种形式的经济合作,共图大业,共创辉煌!




技术支持:k797.com